0574-23709308

宁波富都自动化设备有限公司
联系人:傅先生
手机:13566606880
电话:0574-23709308
传真:0574-23709318
网址:www.nbfud.com
邮箱:fdsc@fudunb.com
地址:浙江省慈溪市长河镇宁丰北路工业区二横路266弄

网络优化资料:
1、凸凹模的护理
凸、凹模拆卸时,应留意模具原有的状况,以利后续装模时方便复原。更换凸模时,应看通过卸料板是否顺畅。
①针对维修后凸模总长度变短,需加垫片达到需要的长度时,应检查凸模有效长度是否足够。
②使用新凸模或凹模镶块时,要注意清角部位的处理。
内凹清角因研磨中砂轮的磨损,会有较小R产生,相对在外凸处,亦需人为修出R,以使配合间隙合理。对成形的细小突出部位更需注意。更换已断凸模,应查其原因,同时对凹模进行检查是否已引起崩刃,是不是需研磨刃口。
组装凹模,应水平置入,再用较平的铁块置于模芯上用铜棒将其轻轻敲到位,切不可斜置而靠强力敲入(必要时,可在模芯底部角倒出R以便容易导入),组装时如受力不均,在凹模下加设垫片应平整,一般不超过两片(且尽可能使用钢垫),否则容易引发凹模的断裂或成形尺寸不稳定(特别是弯曲成形)。
凸模及模芯等组装完毕,应对照料带作必要检查,各部位是否装错或装反,检查凹模芯有无倒装现象发生,确认无误后方可组装卸料板或合模。注意做卸料板螺丝的锁紧确认,以便获得足够的锁紧力。
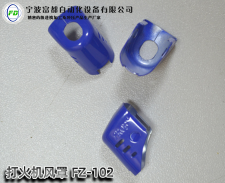
注:锁紧时应从内到外,平衡用力交叉锁紧,不可一次锁紧某一个螺丝再一次锁紧另一个螺丝,否则会造成凸模断裂或降低模具精度。点火器金属管厂家
2、模具间隙的调整
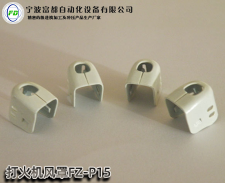
模芯定位孔因对模芯频繁、多次的组合而产生磨损,造成组装后间隙偏大(组装后产生松动)或间隙不均(产生定位偏差),均会造成冲切后断面形状变差,凸模易断,产生毛刺等,可通过对冲切后断面状况检查,作适当的间隙调整。间隙小时,断面较少,间隙大时,断面较多且毛边较大,以移位的方式来获得合理的间隙,调整好后,应作适当记录,也可在孔位作记号等,以便后续维护作业。打火机精密冲压件
日常生产应注意收集保存原始的模具较佳状况时的料带,如后续生产不顺畅或模具产生变异时,可作为级进模检修的参考。另外,辅助系统如顶料销是否磨损,是否能顶料,导正销及衬套是否已磨损,应注意检查并维护。

电话:0574-23709308
传真:0574-23709318
邮箱:fdsc@fudunb.com
网址:www.nbfud.com
邮编:315300
地址:浙江省慈溪市长河镇宁丰北路工业区二横路266弄


 中文
中文 ENGLISH
ENGLISH